
钣金不锈钢薄板连接技术在现代钣金制造业里应用广泛。其连接方式多种多样。特别是在电梯轿厢不锈钢钣金连接方面。各类连接工艺表现出色。传统的连接工艺有焊接、自攻螺钉连接、抽芯铆钉连接等。还有新一代的薄板连接技术如锁铆连接、无铆连接等。如图1所示
图1 各种冷连接示意图
社会在发展,钣金制造工艺要求持续提高。电梯轿厢不锈钢薄板连接,在追求稳定可靠加工工艺时,也对产品美观性有了一定追求。所以,一些缺点明显、对产品外观影响大的连接工艺,会逐渐被电梯钣金加工市场淘汰。
传统钣金连接工艺焊接工艺
焊接是钣金制造业里应用极为广泛的传统连接工艺,其连接强度最为牢固。它分为熔焊、压焊、钎焊三大类。其工作原理通常是利用焊接设备正负极短接,瞬间形成高电流。这使焊接金属丝达到熔融状态。金属丝附着到金属薄板上。进而让金属薄板连接紧固。如图2所示。焊接工艺具备诸多优点。其连接性能良好。结构刚度大。整体性佳。容易确保气密性与水密性。易于实现自动化焊接。不过。焊接工艺的缺点也极为明显。被焊金属要有优良导电性。表面不能覆盖油漆。每次连接数量最多两件。
图2 焊接工艺
另外 焊接工艺要熟练控制 才能确保品质稳定 要是焊接过程控制不当 就容易出现焊穿 虚焊 板材翘曲 裂纹 因表面飞溅产生毛刺 气孔 烧痕 边缘焊点 漏焊等问题 影响产品质量 同时 目前成熟的焊接品质评判方法只有外观目视和剥离破坏性检验 这加大了品质控制的难度在工业4.0里 人们愈发看重绿色环保的生产加工形式 焊接时会产生烟尘 强光 有毒气体等 这些威胁着工人们的健康与安全 所以 在电梯不锈钢板连接工艺中 焊接连接方式已渐渐被抽铆 锁铆 无铆等冷连接方式取代
自攻螺钉连接工艺
自攻螺钉连接是一种传统冷连接工艺。它最为基本、简单,使用范围极为广泛。其原理是,运用扭力扳手、螺丝刀等工具,把螺钉拧入连接板的底孔。通过旋入力矩攻出配合螺纹,达成螺纹密合、旋紧紧固。其连接强度与螺钉自身的螺距P以及不锈钢板厚度T相关。螺距越小,板厚越大,连接强度就越强,抗拉性能和抗剪性能也越好。自攻螺钉连接操作简便。在不锈钢薄板需连接之处预先开好连接孔,此连接孔直径略小于螺钉直径,一般为1mm。接着用工具把螺钉拧入连接孔,就能实现不锈钢板的连接。然而,电梯轿厢不锈钢板较薄,厚度通常仅1.2mm至1.5mm。自攻螺钉连接抗拉力强度低,该工艺仅适用于较厚不锈钢板的连接因此 在电梯门板与壁板的角部连接时 通常不会把自攻螺钉连接用作连接工艺 一般不采用这种连接方式
钣金铆接工艺抽芯铆钉连接工艺
如图3所示 拉铆连接是一种早期的钣金薄板冷连接技术 其工作原理是 先把抽芯铆钉放入预先开好连接孔的不锈钢薄板孔内 接着用手工或空气压缩钉枪作为动力 将铆钉中间芯杆向后拉 芯杆头部对铆钉进行挤迫 使铆钉膨胀 进而对不锈钢薄板进行挤压固紧 与此同时 芯杆因缩颈处断裂而被拉出 拉铆工序完成
图3 抽铆连接
它操作简便。连接强度可靠。抗拉性能良好。抗剪性能也良好。所以至今仍在电梯钣金连接、汽车外壳装配、塑胶模型装配等制造行业广泛应用。然而每次拉铆前。都要先在金属板连接孔中装抽芯铆钉。接着用拉铆钉枪套到铆钉芯杆上才能抽出。因其操作工序繁杂。不利于自动化设备大规模流水线操作。只适合用于人工装配的电梯门板,壁板以及吊顶的连接中。
随着工业4.0进程推进,电梯钣金制造业自动化程度越来越高。在自动装配线中,电梯门板与壁板角部连接时,基本采用无铆连接或锁铆连接作为固紧工艺。
锁铆连接
锁铆连接工艺是一种不锈钢薄板连接方式。它与抽铆连接工艺较为相似。其工作原理如下:锁铆铆钉在钉枪作用力下,穿透第一层材料。然后在第二层材料中流动和延展。进而形成一个相互镶嵌的塑性变形的铆钉连接过程。如图4所示。锁铆连接与抽铆连接工艺不同。锁铆连接无需预先在不锈钢板连接处开抽铆孔。它直接把铆钉通过链带输送到需连接位置。接着利用钉枪压力直接穿透不锈钢薄板。并在第二层材料中使其产生形变。进而将不锈钢薄板紧固。它摆脱了抽铆连接繁杂的操作工序。它连接强度可靠。它抗拉性能好。它抗剪性能好。所以它得以大规模运用在电梯门板自动化生产线上。
图4 锁铆连接
该工艺不在金属板上开孔。它依靠铆钉受钉枪作用力压进金属板内。若第一层金属材料硬度高。铆钉就难以穿透它。不能顺利到达第二层材料。导致铆接失败。所以使用锁铆工艺时。一般选硬度相对低的首层金属铆接。让铆接更牢固。在电梯门板钣金连接里,锁铆工艺通常用于镀锌板加强筋和不锈钢门板的连接。铆钉先穿过硬度较低的镀锌板,接着压入第二层的不锈钢材料并产生形变,借此把加强筋与门板连接牢固。
无铆钉连接
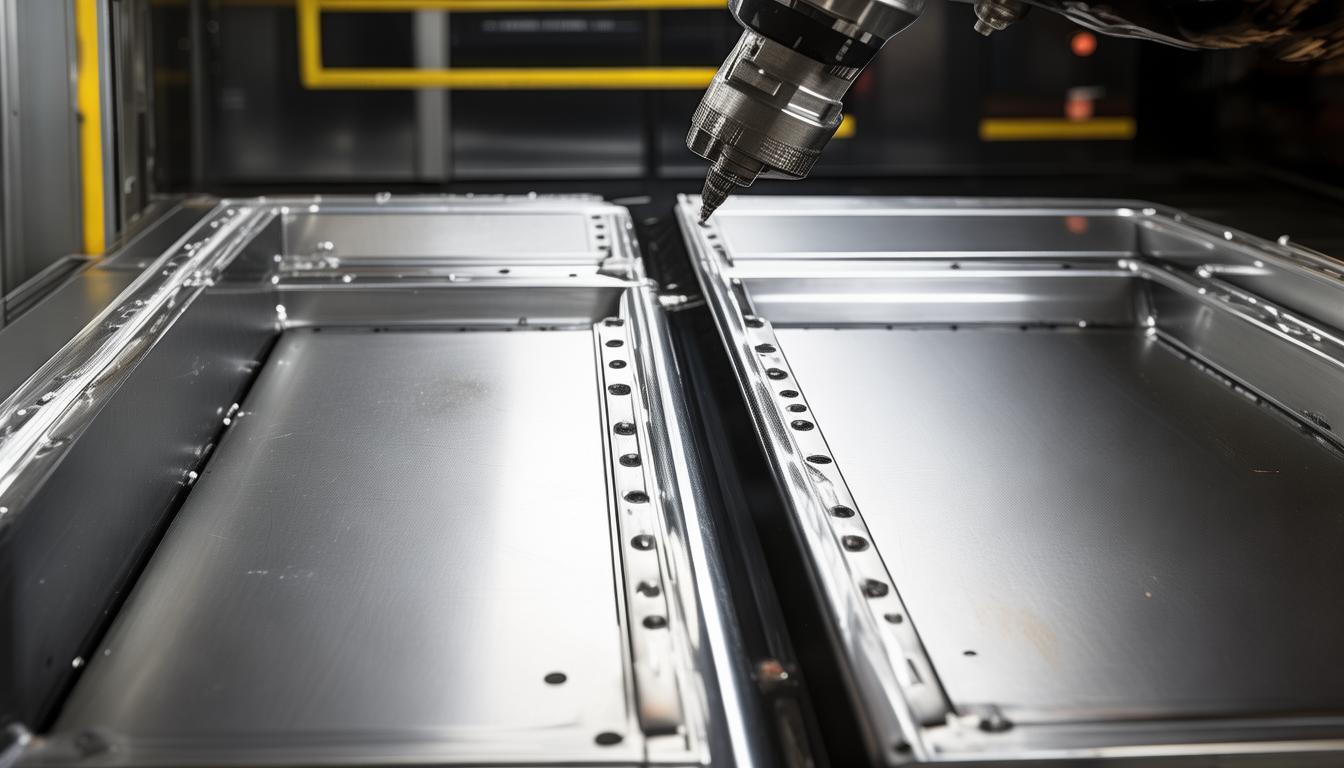
无铆钉连接技术是薄板连接技术的一种新类型。其原理和锁铆连接工艺比较相像。唯一的不同之处是,这种工艺能连接固紧不锈钢薄板,且不需要铆钉。它借助冲压设备与模具。经由冲压加工工序。对不锈钢薄板材料实施冷挤压变形。让薄板局部横向截面产生挤压力。且轴向产生卡紧力。进而形成连接圆点。如此便能把不同材质、不同厚度的两层或多层板件连接起来。薄板无铆钉连接技术包含凸点连接技术与平点连接技术。依据铆接孔形状的差异。又能分成圆形点连接和矩形点连接这两大类。圆形点连接工艺主要适用于薄板。这些薄板硬度较软。比如塑料板。还有碳板。以及镀锌板等。矩形点连接适用于硬度较大的板材。像304不锈钢板。无铆连接操作工序最为简单。有良好的抗拉性。还有抗剪性。强度也较高。现正广泛应用于自动化生产的电梯门板角部连接。如图5所示。
图5 无铆连接
工艺特点对比
在电梯轿厢门板、壁板和吊顶的钣金加工生产里,焊接工艺最为牢固可靠。然而高温会对门板与壁板装饰面造成一定损害,所以该工艺不适用于电梯轿厢加工生产。自攻螺钉工艺方面,因电梯轿厢门板和壁板过薄,致使其连接性能较差,故而也被电梯轿厢生产摒弃。如今在电梯轿厢薄板角部连接里,基本是抽铆连接、锁铆连接以及无铆连接这三种工艺占据主导。这三种连接工艺各有好坏。它们凭借各自出色的连接特性与工艺特点,在电梯轿厢钣金业中都有自己的位置。表1是这三种钣金薄板连接工艺的特性对比
表1 三种连接工艺的特性对比
通过表1对三种常用的电梯轿厢不锈钢钣金工艺特性的对比可知:
拉铆连接的强度较高。其抗拉力较高。抗剪力等参数也相对较高。连接性能最为可靠。因操作步骤精细。自动化程度低。不适合大型自动化流水线生产加工。不过人工操作简单。连接性能可靠。所以拉铆连接工艺广泛用于半自动手工装配的电梯门板。还用于壁板角部连接以及加强筋连接中
锁铆连接的强度在三种连接工艺对比中处于中等水平。其抗拉力在对比里是中等程度。抗剪力等参数于三种连接工艺对比时同样为中等水平。因其连接原理有特点,所以不适用于首层金属较硬的连接情况。锁铆钉枪太过沉重,不适合用于手工加工连接但它自动化程度比较高。它的连接性能比无铆连接更强。所以在电梯轿厢钣金制造业里。锁铆连接在电梯门板高速生产线的加强筋连接工位被广泛应用。如图6所示。它凭借稳定的连接性能。还有高效的连接效率。获得了业内的一致好评。
图6 电梯门板自动化高速生产线
无铆连接工艺,在抗拉力方面是三种连接工艺的最低水平。在抗剪力方面同样是最低水平。其连接强度也是三种连接工艺里的最低水平。这种工艺的钉枪比较难控制。冲压模具相对精密。该工艺较少用于手工门板、壁板钣金连接。虽然其连接强度比前两种工艺低。不过已能满足电梯门板、壁板角部连接的强度要求并且 它没有材料和铆钉连接方面的限制 自动化程度是最高的 连接成本也是最低廉的 所以 无铆连接工艺在电梯门板 壁板高速生产线的钣金角部连接中被广泛应用
结束语
在众多不锈钢钣金连接工艺里,不能因一种工艺出色,就否定另一种工艺的贡献。在钣金行业中,没有哪种连接工艺能取代其他所有工艺。任何一种工艺都有其存在的价值与用处。正是多种钣金连接工艺竞相发展,才展现出钣金行业的丰富多彩
——摘自《钣金与制作》 2019年第12期





